
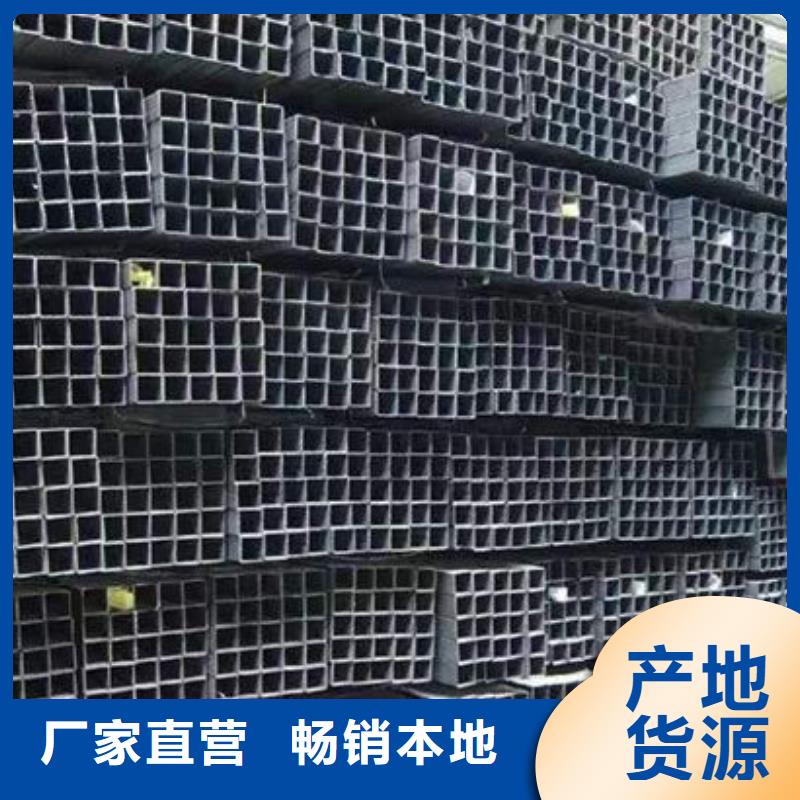




螺旋钢管焊接时,为保证焊接质量而选定的诸物理量(如:焊接电流、电弧电压、焊接速度、线能量等)的总称。选择合适的焊接工艺参数,对提高焊接质量和提高螺旋钢管钢材生产效率十分重要。焊接工艺参数(焊接规范)是指焊接时为保证螺旋钢管焊接质量而选定的诸多物理量。焊接电源种类和极性的选择焊接电源种类:交流、直流极性选择:正接、反接正接:焊件接电源正极,焊条接电源负极的接线方法。反接:焊件接电源负极,焊条接电源正极的接线方法。极性选择原则:碱性焊条常采用直流反接,否则,电弧燃烧不稳定,飞溅严重,噪声大,酸性焊条使用直流电源时通常采用直流正接。盛宝螺旋管可以做打桩、支撑、桥梁、高炮广告牌。螺旋钢管加工可以用来保温,小区供暖、热力网铺设、电厂蒸汽输送。螺旋钢管加工成防腐,自来水管道、地埋排污。可用作打桩管、作桥梁;码头、道路、建筑结构用管,海洋打桩管等,应用领域和范围广泛。
普通碳素钢材相对于其他钢材来讲,在强度、刚度、成本和耐久性等方面都具有较好的性能,而且其熔点也较 高。普通碳素钢的提炼方法已经非常成熟,技术稳定,所 以在汽车、航空等多种领域得到了广泛的使用。但是由于 普通碳素钢的刚性较强,缺乏抗变形的能力,这就使得对 其进行加工的过程中难度比较大,不利于轧制成型。另一 方面,因为普通碳素钢在进行轧制的工艺时,容易受到温 度等方面的影响。对于数量较小、种类较多的线材,其加 工的难度就比较大,成本也相应的会得到大幅度的。因此,在现有的工艺当中,如何对普通碳素钢线材的工艺 进行和优化,以满足不同产品的需求,提高普通碳素 钢的加工水平是非常重要的,也是非常具有意义的,也拓 展了轧制机的发展。现有比较常用的机组的工 业进行分析,其轧制的钢件具有非常好的均匀压缩性。有 效的改善了高速线材的塑性特点,改良了其加工难度大的 缺点,这样对于普通碳素钢的轧制过程具有重要的意义。其轧制的钢材在精度和均匀程度上都有了较大的。通 过对普通碳素钢进行加工,能够有效的该产品的工 艺,从而生产性能优质的产品在高速线材。在轧制过程中, 主要受到初轧、精轧和吐丝温度的影响。
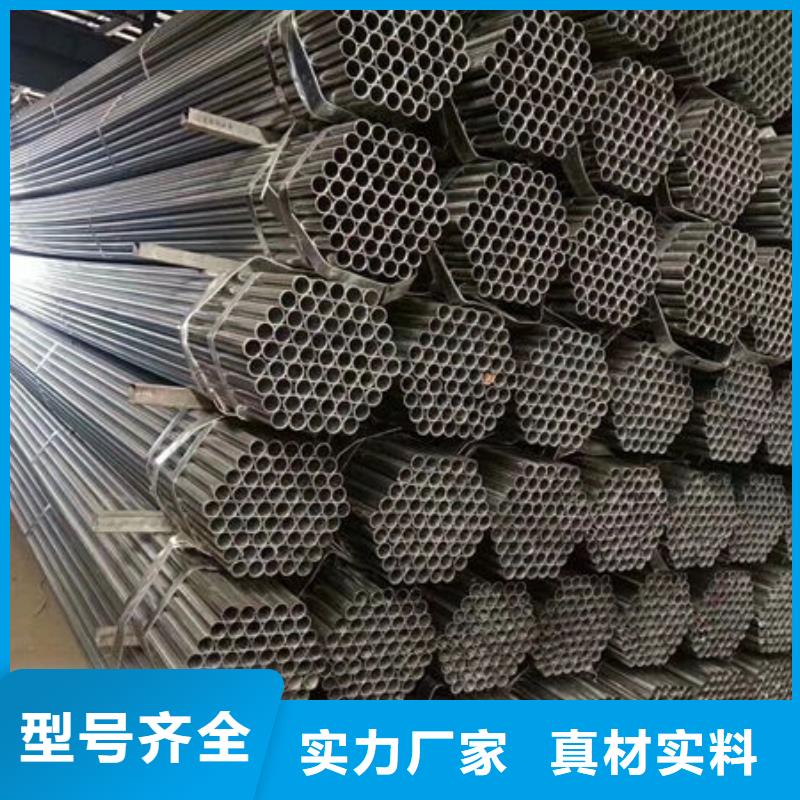
常见的钢管切割方式有锯切割、等离子切割、液压切割、激光切割。激光切割精度和效率 ,但设备价格也相当贵正常几十万以上,适用于附加值特别高的精度要求极高的钢管加工;水切割机切割管口能做到无屑无毛刺且不变形,精度一般能达到±0.05mm,价格不高约几万一台,钢管切割应用相对广泛;等离子切割机价格也不高约几万一台,常用于切割厚壁钢管钢材(正常可切割35mm壁厚以下结构用钢管, 切割厚度理论可达180~200mm),不过切口处容易形成拉口,切口表面质量需要严格控制。对于手工切割和自动切割,一般手工切割使用人工上料,其上料和控制切割效率相对较低,而自动切割需要注意控制钢管进给的长度(损耗),目前切割在门市多为单支管切割,加工厂正常是整捆切割。
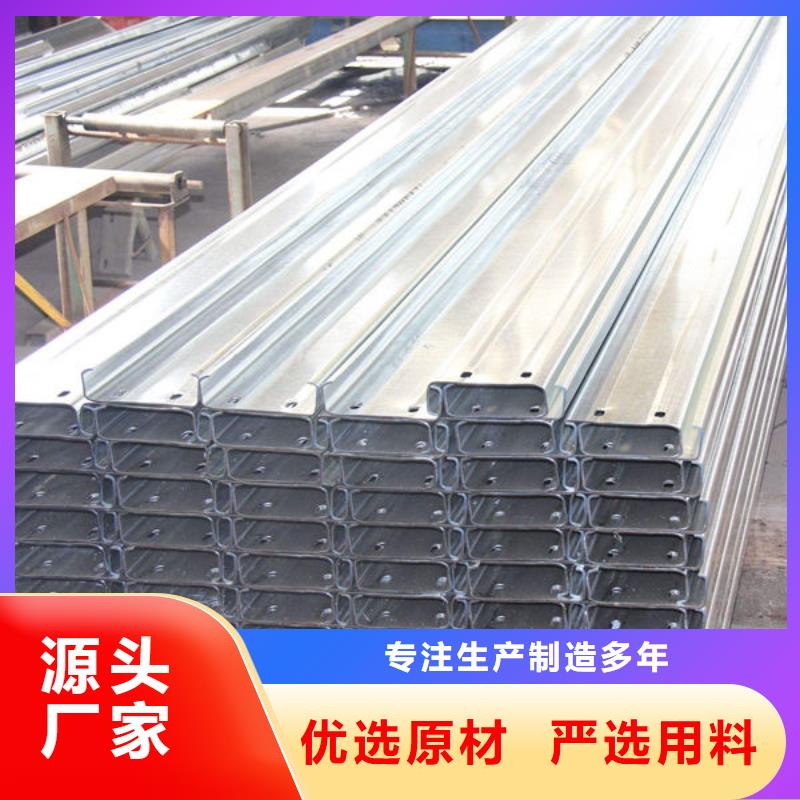
H型钢材属于经济裁面型钢材(其它还有冷弯薄壁型钢、压型钢板等),由于截面形状合理,它们能使钢材更高地发挥效能,提高承裁能力。不同于普通工字钢的是H型钢的翼缘进行了加宽,而且内、外表面通常是平行的,这样可便于用高强度螺栓和其他构件连接。其尺寸构成合理,型号齐全,便于设计选用。在结构设计中选用工字钢应依据其力学性能,化学性能,可焊性能,结构尺寸等选择合理的工字钢进行使用。普通工字钢,轻型工字钢,由于截面尺寸均相对较高、较窄,故对截面两个主袖的惯性矩相差较大,这就使其在应用范围上有着很大的局限。工字钢的使用应依据设计图纸的要求进行选用。
